RJPC 4F -NE 賈卡經(jīng)編機的顯著特點是很大的生產(chǎn)可能性、速度快,并能迅速和方便地更換花型。兩個分離的賈卡梳櫛分別由兩個花盤控制。這樣可以有不同的橫移組合。
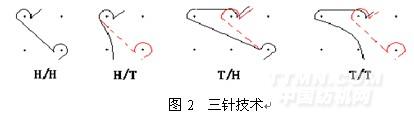
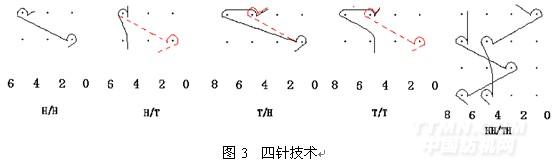
三針技術(shù)滿機號(圖 2 )和四針技術(shù)滿機號(圖 3 )是 RJPC 4F 經(jīng)編機壓紗賈卡技術(shù)中最基本的技術(shù),這兩種技術(shù)通過賈卡導紗針的偏移形成不同針距的墊紗,然后通過織針之間的偏移或不偏移進行結(jié)合,形成厚薄不一,并且具有明顯層次效應(yīng)的織物。
RJPC 4F -NE 經(jīng)編機還可以半機號配置,半機號為 E12 ,此時可以生產(chǎn)具有特殊效應(yīng)的織物,如使用三針和四針技術(shù)組合時,可以形成立體毛圈效應(yīng)的壓紗織物。
各種賈卡提花類型與花盤控制如表 2 所示。
表 2
|
賈卡技術(shù)
|
機號
|
JB1.1
|
JB1.2
|
RT
|
備注
|
|
3 針技術(shù)
|
滿機號
|
Disk3
|
Disk3
|
1
|
形成四種層次
|
|
4 針技術(shù)
|
滿機號
|
Disk2
|
Disk2
|
1
|
形成五種層次
|
|
3 和 4 針技術(shù)
|
半機號
|
Disk2
|
Disk3
|
0
|
形成五種層次,具有毛圈效應(yīng)
|
|
3 針技術(shù)
|
半機號
|
Disk1
|
Disk4
|
2
|
形成六種層次
|
2 RJPC 4F 新型賈卡提花工藝 原理
新型的賈卡工藝中每個提花單元(兩橫列)使用四個控制信號來控制賈卡梳的偏移,即 Piezo 賈卡系統(tǒng)中每個橫列使用兩個控制信息。第一個控制信息決定針背墊紗是否偏移,第二個控制信息決定針前墊紗是否偏移,也就是說意匠圖上一個顏色點需要 4 個控制信息,分別控制奇數(shù)橫列針背和針前墊紗的偏移,偶數(shù)橫列針背和針前墊紗的偏移。以前賈卡花型只控制針背墊紗的偏移,針前墊紗位置不變。為了能在新機器上生產(chǎn)早先的花型,在花型控制系統(tǒng)方面進行了兼容性設(shè)置。當調(diào)入機器盤花型數(shù)據(jù)時,計算機會問“針前墊紗有效么?”,當回答“是”時,將按 1 : 1 接受數(shù)據(jù)。回答“否”時,每一行數(shù)據(jù)之間加入 “H” ,花型數(shù)據(jù)存在花型控制電腦中,并按照新工藝進行數(shù)據(jù)傳輸。
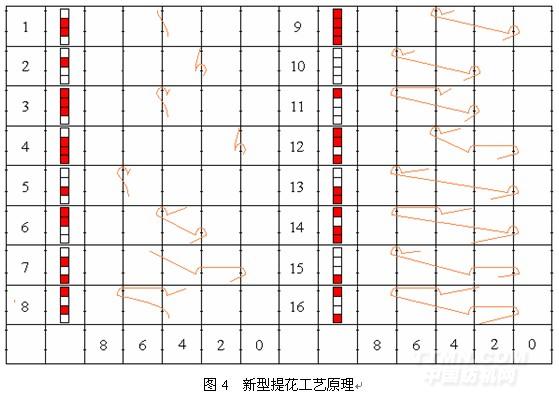
由于每個控制信息都有偏移和不偏移兩種狀態(tài),因此從理論上講,顏色點的總數(shù)為 16 種,即有 16 種墊紗可能性,可以互相組合。
圖 4 為四針技術(shù)新工藝的 16 種可能形成的墊紗組織,其中紅色( H )代表賈卡導紗針不產(chǎn)生偏移,白色( T )代表賈卡導紗針產(chǎn)生偏移。由于 RJPC 4F 是壓紗型賈卡經(jīng)編機,因此當奇數(shù)橫列控制信息為 TH 時(即賈卡導紗針在奇數(shù)橫列針背墊紗時偏移,針前墊紗時不偏移),偶數(shù)橫列控制信息為 HT 時(即賈卡導紗針在偶數(shù)橫列針背墊紗時不偏移,針前墊紗時偏移),將形成浮線。對于壓紗型織物,只要抵消了針前墊紗,紗線就形成浮線。因為壓紗紗線不能被地梳壓住,所以以浮線形式呈現(xiàn)在織物表面,新工藝正是利用了這個特點,形成新的墊紗效應(yīng)。
<<上一頁[1][2][3]下一頁>>
 您所在的位置:
您所在的位置:














編.gif)
