����A454�ʹּ��C늚�����Ԅӻ��̶ȵͣ��_�P܇�׳��F��������Ӱ푳ɼ��|������Ҫ����֮һ��׃�l�����п������܃�������ˇ�����O���`������ԡ���ˣ��ҹ�˾����׃�l����A454�ʹּ��C�M���˸��M��
�������M���늚����ԭ��DҊ�D1��׃�l�����ƶ���Ҋ�D2��
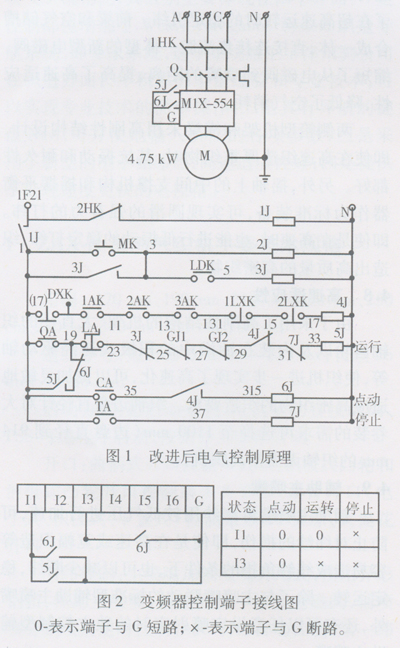
��������ԭ��������������׃�l�����õĆ����ԣ�ʹ늚����څ�����롣��ˣ���������M1Xϵ��׃�l�������ڙC�_�HҪ�����c�Ӻ������\�ЃɷN��B���ʿ�ͨ�^F49�����x��λݔ�뷨���Ă�ݔ�����13��16�H�O��13�Ġ�B����ɛQ���Dz����c��߀�������\�D��13�c��������G�_·�ㆢ��“0”�٣��������\�D��13�cG��·��Ɇ���“�c��”�M�У���“1”�١����g�^���5J����“0”�٣�6J������“1”�٣�����11Ҏ�������\�Dָ����ƶ��ӣ��oՓ“0”��߀��“1”�٣�11����cG��ͨ����ˣ���5J��6J�ĸ�һ�����_�c������11�cG���ӣ����B�ӣ��Կ���Il�cG��ͨ�ࡣ6J����һ�����_�c�������13�cG�Ԇ����c���\�С�
������“0”���l���O����50 Hz(������Ƥ��ֱ݆�������x���_���D���c�O���l�ʌ���)���Ӝp�ٕr�g�O����8 s��16 s�����ȣ��c���l��(“l”��)�O����15 Hz���Ӝp�ٕr�g�O����4 s��7 s�����ȡ�ͨ�^���ϸ��죬�C�������x���m��������Ч�����á�
�������⣬���ע��������헣�(1)׃�l��ʹ�õ����g�^���5J��6J�ij��_�|�c���\��ָ����̖������ǟoԴ��̖����ԓ�|�c�����c�κ��Դ���|��(2)����Ʒ�N�rֻ���{��׃�l���ٶȣ���Ƥ��Ҫ���o��(3)����늙C��4��75 kw���Ҵּ��C�T�Դ�׃�l���Ĺ��ʵȼ�������늙C����һ���ȼ���(4)׃�l���M���ȃH��һ��·����(5)��늿��ƃx�M���Դ��ü��bһ���x׃����(25 VA)������ɔ_���`���ȣ�(6)׃�l���d���l���O����6 kHz���Ҟ��ˡ�