������Ҫ����ʮ���o��ʮ�������ʿ��˹�ع�˾�����_�l�˞�˹���Ԅ����g���γ����Ԅ��wϵ���������Ԅәz��ĸ���c�����Ø�ӛ���_�����cλ�ò������M���u�ȷּ����Ԅ��A�汻�z�y�ĸ���c����Ϣ��߀���ԅ��c��I���|��������ָ���������a�Ĺ�ˇ���g����һ�������ȿ�����ȫȡ���˹������������I���g�ϵ�һ���ش���M�����ŕ��S���Ƽ��İlչ�������缏�����I���ƏV���ã���ȫȡ���˹���
�P�I�~���Ԅ� ���c�R�e���� �A��ӛ������ ���Ӌ��C
�������I���y�Ŀ���z�����˹���������I�ﶼ��һ��һ�_�C�����a�Ŀ����M��ȫ�z���˹��m���ڸ��N����ĺ��ε�ԭɫ�������C�������Ć�Ⱦɫ��ӡ��������ƽ�y���ﵽ���S����ȡ�һ���J������˻����ϿɝM�㌦���N����ęz�Ҫ��ͨ�^�z��R�e��������c���������c�M�зּ������əz����������д��c��
�����˹������c�z�Ŀɿ��Լ����c�Բ��ܝM��Ҫ���S�����C�a���IJ�����ߣ��˹���Խ��Խ��¶�����㡣�˹��H��20-30��犃Ⱦ������Լ��У����^����l��©�����˹���1С�r�����əz�200�����c���mȻ�˹�����һЩ�I�^�������ã������ٶȿɿ��Ե��Ԅӻ��wϵ�ij��F���@ʾ����������������ɞ������İlչ����
1����20���o70�����ͳ��F���Ԅ����о����S�������������|������ߡ��������a�^���Ԅӻ��O��ˮƽ�İlչ�Լ��p���˼����ڿ����^���Б����a����һϵ�І��}��Ŀǰ��ȫ�������M�оC����ȫ��z���Ȼ��Ҫ������Ҫ�z����|��ˮƽ���ڶ��Ǐęz���Ć��}�пɼ��r�l�F���a�еĹ��ϵȡ�
��ʿ�̠�����һ��˹�ع�˾1983���_�l���Ԅ��wϵ������99�����չ�[����չ���˞�˹��Visotex�Ԅ��C����һЩ�����S�õ����õ������Ԅ��C�r���F��������z�����ޣ��lչ�ܵ����ơ�
Ŀǰ�����ѽ�Q���������}����������헼��g�������µ�ͻ�ƣ��ڰl�_�������a�^�����γ���Ϣ�W�j�����`����m���ԣ��Ԅ��C�U���ˌ�����c���R�e���������ںܴ��ȵõ����á�
�����������Ӌ��C���g����Ӽ��g�İlչ��������I�����˸����ܿɲ�������̎��C���p���ˌ�һЩӲ���������M���ڴ͡�
2���Ԅ�ϵ�y���\�Dԭ�����D1��
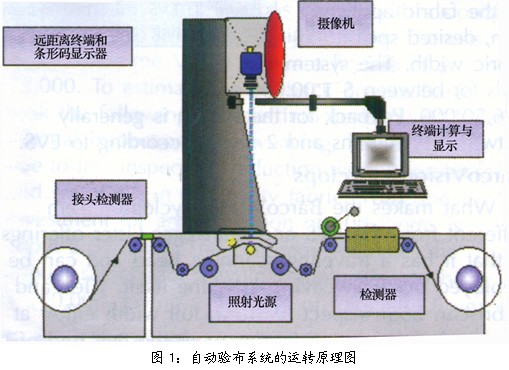
���z�IJ�ͨ�^�ɲ��ֹ���ϵ�y���@�����ù�ķ���������ԭ���OӋ�ģ�����������ܶȶ��x���ġ�߀�əz�y��һЩ�e�Ĵ��c�������ӹ��Ĵ��c���P�ڹ�Դ��3-6������һЩ�ض���λ���O��8��CCD��Ո���ȵĹ⾀��������x�����������M���B�m�Ē��茤�Ҵ��c���ڙz���^���У��Ԅ�ϵ�y������ęz��ஔһ���˾಼��1���h�ľ��x��
�Ԅ�ϵ�y�ǽK���\�еęz��^�̡������z��һ������������|����r�����ԗl�δaӛ����x����ӛ��������N���ߵĈ��Ҳ�й���K��ͨ�������s�ĈD��ͨ�^����ӡˢ�·��ӹ���ɡ��@�nj��T��ϵ�y�OӋ���õġ����Ԅ����z����Ĵ��c���ڬ��������@ʾ�������M��Ŀ����ٶ�����ķ�����
��˹���Ԅ�ϵ�y-Fabriscan����ͻ���Ĺ��������ּ��ǘӿ��Ԍ����IJ��M�ж��ȶ�����Fabriclass�z�C�����Ѓɂ��S����Y-�S���Ǵ��c�Č��ȣ�x-�S�Ǵ��c���L�ȡ��@���wϵ���Ԉ����й��ϵĴ��c�c�o���ϵĴ��c�ą^�e��ʹ���еĴ��c���P���������ڔ������в�������Ҫ�������P����Ϣ
��˹���Ԅ�ϵ�y-Fabriscan���Թ�ʡ���������M�c�����ľ��_�ȡ��ǬF�������ͼ����S���������b�䡣
3����ʿ��˹���Ԅ��wϵ��������µ��΄գ�
3.1 �������c�R�e�������c��������
3.2 ���_�_�����c�ڲ����ϵ�λ�ã�
3.3 �Ԅ����Ø�ӛ��
3.4 ӛ䛃�����c��Ϣ��
4���Ԅ��C��Ҫ�����w�F�����ׂ�������ɣ�
4.1 ԭɫ�����^�ɂ������Դ�������͂����⣬��Դ��͵��x����Ҫ�đ]�����ܶȡ����c�N���ָ���������a�^���аl�����c�ĭh����
4.2 �������z��Č��ȣ��ڹ�Դ�Ϸ�����2-8������CCD���������ھ��z��C������ȿɞ�110-440���ף��z��C�������M���B�m����z�y�����g����1�ס��ɸ������șz�ͨ�^��ƽ�档
4.3 ���´��c���Ԅ��C���Ќ���һ����ij�ʼ�J�R�A�Σ�ӛ䛃�����c�����^��ʹ����ͨ�^�Ԅ��R�e����
4.4 �����ęz��ٶȞ�120��/�֣��Ԅ�ϵ�y�Ɍ������IJ������^�ľֲ����}�M�Йz�ͷ������Д��Ƿ�ٴ��c�������Д�����ĽY�����Ԅ��wϵ�ڲ�����������ӛ���M�зּ���
4.5 �Ԅ��wϵ���ɽK�˿���ϵ�y���ƹ����ģ�������c�ęz�˜ʼ��ּ���������ӛ䛃�����ɗl�δaݔ�����ɽK�����M�Ј�档
4.6 ���z���Ĵ��c�ڟ����ϼ��r�@ʾ��棬�ٶȿ�ݺ��㡣���l�ʰl���ߵĴ��c����ٰl�����µ��e�Ĵ��c���Ԅ�ϵ�y�����m��������ֱ�^�@ʾ�����_�u���ͼm���Եęz�Y����
5���Ԅ��C�����c���R�e����
5.1��˹���Ԅ�ϵ�y�Ĵ��c�b�e���Ǒ������S�C�W�j���g���Ǐ���X���g�����������һ��¼��g�����Ì��T��̎��C�ӹ�̎�����a������M��Ӌ���̎��������250����
5.2 �S�C�W�j�nj��õģ����M�Ќ����c���R�e����ɞ�˹��̎��C�������п�����c���^���������R�e��
�̠�����-��˹�ع�˾�OӋ�ˌ��T�Ĵ��c�R�eϵ�y������ӛ�����ܣ�߀�Ɍ������R�e�Ĵ��cӛ����������aƷ��;�����ܙz���c�Ŀ��
6����˹���Ԅ��c�˹��ı��^
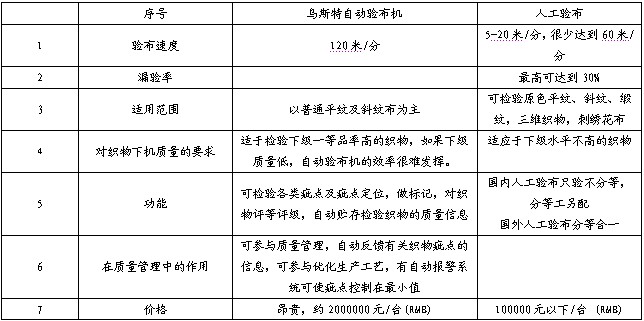
��˹��ϵ�y�c�˹���Ŀǰ���a���`�Ͽ����Ѓ�ȱ�c(Ҋ��1)�����İlչ���۹⿴����˹���Ԅ��C�����S���r�g�lչ���@ʾ������ă��ݡ�
��1��˹���Ԅ��c�˹��ı��^��
7���c�|������������Y�ϵĹ���
7.1 �˹���ؓ�����C�aƷ�|������Ҫ�΄ա��ڸ����Ԅ����g�õ��lչ�c���õĬF��������I���Ԅ�ϵ�y�ɜʴ_�z����c�����������؏͙z�љz�Ĵ��c���������a��ȥ�ɞ��Ч���|�������ֶΡ����˺ܺõ��c�|��������Y�ϣ���˹�ؿ���z��wϵ���Ԅ��C�ϓ�ؓ��ʮ����Ҫ���΄ա�
7.2�B�m���a�Ĺ�ˇ���x���Ԅ��wϵ����Ҫ�΄�֮һ�������S�r�ṩ�m���ă��x��ˇ��漰��Ϣ�Ԝp�ٴ��c�Įa����λ��
7.3 �����b�ã�ʹ���c�a����������Сֵ��ӛ䛴��c�l��λ�õ���Ϣ��������a���ƹ��ܡ�
7.4 �y��������|����r��һ����z���Ƿ���Ҫ����˿���Ĵ��c�z��һ����z�y�aƷ�Ľ����rֵ������λ�L�Ȳ����ϣ����մ��c��С�������M�ж����������c�ּ�����@�N���ܾ����˹�ؼ����ּ��x������һ�ӡ�
7.5 ԭɫ���ɼӹ��ɲ�ͬ��;�ĮaƷ���������S���������˽�aƷ����K��;���f���������S������c�ęz��Dz������]�aƷ����K��;�ġ���˹�ؿ���z��wϵ�Ĺ������|�Ǫ����ڮaƷ��;�ģ�ֻ�������c���^�ć����Լ�������ɱ���Ӱ푳̶ȣ��@���Ԅ��wϵ�����c��
7.6���Þ�˹�ؿ���ּ�ϵ�y�����{�����^��Ĵ��c���`��̶��M�зּ������ý����ķ�����������c�֞��к����o�����c�����H����к����c����߀���o�����c�Ĕ����yӋ���档
7.7��˹���Ԅ�ϵ�y�����ù�Ă���������������M�Йz�ġ��S�࿗��Ĵ��c�ɺܺõĽ��^�⾀�Ă��������ü����R�e���������c�����ù⾀�ķ��������R�e�������c���Ͱߣ��H��ͨ�^�⾀�ķ������ü����R�e�����_܇�۴��cֻ��ͨ�^�⾀�Ă������R�e��
7.8��˹���Ԅ�ϵ�y-Fabriscan�Ԙ˺����@ʾ���z�Ŀ���Ĵ��c������ӡӛ�������˹���Ԅ�ϵ�y߀�Ɍ����z�Ŀ���ֳ��ȼ������Ը����y���Ĵ��c�Ĵ�С�_�������������������������ĽY�����N��缃�ޡ��켏����ë���L�z����߀��ƽ�y������ţ�в�����ɫȾ�������Խ��ܙz�.�����ܙz��ɫ��׃�Ķ�ۡ��Ứ�OӋ�ĈD�����ë�q����z�q��ëȦ�����ᘿ����ȡ�
7.9��˹���Ԅ�ϵ�y-Fabriscan����ͻ���Ĺ��������ּ��ǘӿ��Ԍ����IJ��M�ж��ȶ�����Fabriclass�Ѓɂ��S����Y-�S���Ǵ��c�Č��ȣ�x-�S�Ǵ��c���L�ȡ��@���wϵ���Ԉ���й��ϵĴ��c�c�o���ϵĴ��c�ą^�e��ʹ���еĴ��c���P���������ڔ������в�������Ҫ�������P�Ĉ�档
��˹���Ԅ�ϵ�y-Fabriscan���Թ�ʡ���������M�c�����ľ��_�ȡ��ǬF�������ͼ����S���������b�䡣
8���ھ��c�x���z�ı��^
8.1�������a�^���л������ЃɷN�����ϵ���ʽ�c�Ԅ�ϵ�y�Y�ϣ�һ�N���ھ����Ԅ�ϵ�y�c�F�е����a���C��Y�ϣ���һ�N���x���ģ���������С܇�\���Ԅ��C�φΪ����M���Ԅ����ɷN��ʽ���Ѓ��c�����㣬�ھ����Ԅ�ϵ�y���^���Σ�ռ����e�ٲ����\�D�M�õͣ���ռ���^��Ąڄ��������C��܇��߀����ͬ�r�տ��Ԅ�ϵ�y�Ĺ�����ȱ�c�ǿ��C���ٶ�Ӱ������ٶȣ�������������ܺܺõİl�]�ھ����Ԅ�ϵ�y������ٶȡ������ھ��Ԅ�ϵ�y������ÿ�_���C�϶�Ҫ����Ԅ��C��������˿��C����r���x���Ԅ�ϵ�y�������İl�]���ٶȣ����������Ҫ�������O�C�����Ԅ�ϵ�y�ĆΪ������wϵ�����ھ��Ԅ�ϵ�yռ���^��Ąڄ�����
8.2����˹���Ԅ�ϵ-Fabriscan�y�����ٶ�120��/�����M���Ԅ����x�������əz��0.3���״�С�Ĵ��c�����ھ��ٶȴ�s��30��/�֣��Č�����110-440����
9�������Ԅ�ϵ�y
9��1 Elbit Vision system��I-Tex�Ԅ�ϵ�y��Elbit Vision system��W��I-Tex �Ԅ��wϵ���ٶ��_