摘要:分析了企業對A512細紗機牽伸機構進行改造以及選擇P5+INA—V型牽仲裝置的原因,并對實際紡紗結果進行對比,說明該方案比較可行。
關鍵詞:細紗機;傳動;牽仲;羅拉;搖架;改造
0 前言
隨著時代的發展,紡織行業設備的技術水平也在日新月異地提高,特別是新型棉紡織設備的開發和投入使用,使紡織行業的生產能力和產品質量有了很大的提高。對于設備水平相對落后的企業來講,如果不加快設備的技術改造,將落后于行業的發展。我廠下屬的第一棉紡織公司始建于1976年,擁有5萬枚紗錠,以A512型細紗機為主,在當時還屬于比較先進的水平;但是,與近年來刁;斷涌現出的新型紡機相比,無論從產品產量和質量上講,還是從設備的適紡性能上講,都已日趨落后。面對存在的現實問題,我們加快了技改步伐,對部分A512牽伸機臺進行了改造。尤其是在A512細紗機上實施INA-V型牽仲機構改造A512—P5V,取得了比較好的效果,對產品產量和質量的提高起到了非常關鍵的作用。
1 INA—V牽伸裝置
現代細紗牽仲裝置提高了對喂人粗紗結構不勻的適應性和對纖維運動控制的完善性。上世紀80年代后期,相繼推出了稱為“世界名牌”的SKF、PK系列牽伸機構,立達R2P牽伸機構、INA-V牽仲機構和緒森HP牽仲機構等。而INA-V型牽伸機構的特點是:將后區傳統的直線牽仲改進為曲線牽伸,擴大了粗紗須條與后羅拉的接觸包圍弧,增加了對纖維的控制能力。其工藝特征為:羅拉鉗口握持距長,非控區長度短:后區牽伸倍數選擇有較大范圍,提高細紗總牽仲能力。
選擇1NA-V型牽伸裝置的依據如下:
1.1 氣動加壓是紡紗牽伸加壓的較好形式,也是其發展方向。其壓力充分、穩定,能滿足“重壓力、強控制”的原則。
1.2 由于該裝置牽仲工藝采用較成熟的機織工藝,工藝可靠,錠問差小,加壓值不疲勞衰變,吸振能力強,可無級凋節,集體加、卸壓方便;其獨特的半釋壓、全釋壓可防止鉗口滑移破壞紗條結構,避免開車時產生細節和斷頭及膠輥受到壓痕損壞,有利于保護高彈性低硬度膠輥。
1.3 在提高總牽仲倍數方面有獨特之處,可緩解粗紗機供應的壓力。
2 對國產牽伸傳動裝置的選擇
對國內的數個細紗牽仲傳動裝置生產廠家進行了考察,對各裝置的傳動形式、傳動裝置的結構、羅拉直徑、技術參數、市場占有率、產品報價、交貨期等方面進行了綜合評價。
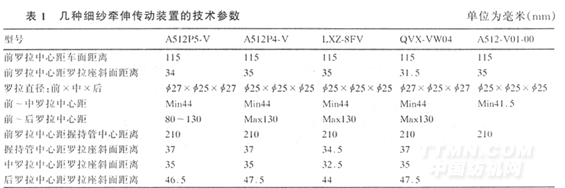
2.1 幾種細紗牽伸傳動裝置的技術參數見表1。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


