摘要:分析了在紡紗過程中不同粗紗質量、粗紗容量、粗紗定量對成紗條干質量的影響,以及細紗羅拉、膠輥、膠圈、上、下銷架狀態及牽伸部件的清潔狀態對成紗的影響;指出應重視半制品質量的提高,保持牽伸部件良好運行狀態,以利于提高紗線條干水平。
關鍵詞:成紗;條干不均;膠輥;膠圈;半制品;羅拉;上銷;纖維
0 前言
成紗條干的水平及錠間差異大小是衡量一個企業棉紗質量的主要指標之一,成紗條干越好則產品附加值越高,企業才能獲得較好的經濟效益;因此,如何改善和提高成紗條干質量,也就成為每個棉紡企業不斷探索的問題。
影響成紗條干CV值的因素很多,包括原料、半制品質量、細紗羅拉、膠輥、膠圈、上、下銷等;同時,細紗工藝配置是否適當,以及操作車間溫濕度等諸多因素;根據我們的試驗對比和經驗探索,現將影響成紗條干CV值的幾個最主要因素及改善措施逐一進行分析和探討。
1 半制品質量的影響
1.1 前紡半制品質量的影響
前紡半制品質量尤其是粗紗質量的好壞,對成紗半制品質量具有至關重要的影響;如果粗紗條干不勻,錠間、臺間差異大,將會嚴重惡化成紗條干。我們曾對兩臺粗紗機所紡粗紗進行同錠試紡,其試驗結果見表
1、表2。
a)試驗1(見表1)

車號:211;品種:18 tex;粗紗車號:3#。
b)試驗2(見表2)
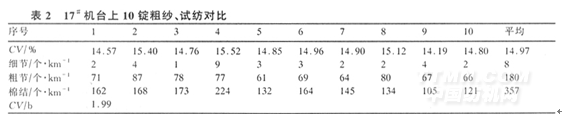
車號:211;品種:18 tex;粗紗車號:17#。
由試驗結果可以看出,用17#車的粗紗,其成紗質量明顯優于3#車的粗紗;3#車粗紗的差異給細紗條干CVb值造成嚴重影響;因此,必須盡最大可能提高粗紗質量,減小粗紗臺間、錠間差異,建立嚴格的粗紗質量把關制度,嚴防疵品流人下工序。
1.2 粗紗容量影響
在生產實踐中,由于受粗紗機型或紡紗品種的限制,在紡同一品種時可能會使用不同機型、長短不一致的粗紗管或大小粗紗交叉混用。由于長短粗紗管所紡粗紗及大小粗紗管的退繞半徑不同,使其退繞張力不一致,從而造成細紗牽伸過程中握持力、牽仲力的不一致,導致
試驗品種:J11.7,細紗機型:FA506,同錠對比。

因此,在實際生產中,對同——品種我們要盡可能地統一使用相同的粗紗管,以消除粗紗條干差異。
1.3 粗紗定量的影響
粗紗定量對成紗條干也有一定的影響,—般對紡某一品種細紗來說,粗紗定量越大越不利于細紗工序的牽伸控制,導致成紗條干有所降低;因此,在生產實踐中應掌握的原則是:在保證細紗供應的前提下,粗紗定量偏小掌握。
3 細紗相關牽伸部件的影響
細紗羅拉、膠輥、膠圈、上、下銷等牽伸部件的質量及運轉狀態,將直接影響成紗質量,不管哪—部分出現問題,都會降低甚至惡化成紗條干。
2.1 羅拉及運行狀態問題
細紗羅拉是牽仲的主要部件,羅拉彎曲、扭振、跳動或運轉不穩,都會造成牽仲不穩,惡化成紗條干,在波譜圖上8 cm%處顯示明顯機械波;因此,要求車間保全在平裝羅拉時,要高標準、嚴要求、嚴格執行操作規程;要利用百分表逐節測定,使羅拉彎曲偏心保持在5‰以內;要嚴格檢查羅拉軸承,損壞的要及時更換,以保證羅拉運行平穩;另外,在經濟條件允許的情況下,要積極引進使用新型的無機械波羅拉,這對于降低成紗條干大有神益。我們曾對無機械波羅拉和普通羅拉進行同粗紗試對比,其結果見表4。
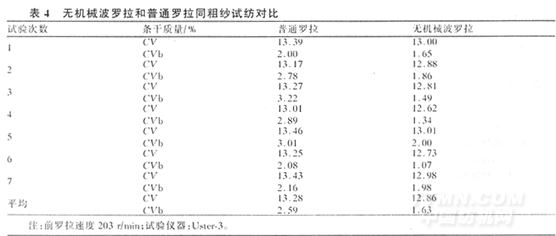
試驗品種:J 14.6 tex;車號:116;細紗機型:FA506。
由表中統計數據可看出,無機械波羅拉和普通羅拉相比,其平均值和CVb值均有較大幅度下降,分別下降了0.42個百分點和0.96個百分點。同時,在試驗中還發現千米細節、千米粗節、千米棉結等質量指標也均有明顯改善,值得大面積推廣。
2.2 膠輥運行狀態
在生產同一批紗時,應保證所用膠輥型號、新舊程度、直徑相同的同時,還要求做到無刀傷、損傷、中凹現象;以防止由于膠輥圓整度不合格造成運轉過程中膠輥與羅拉之間產生沖擊或滑溜而導致條干惡化。此外,還要求膠輥表面涂料或光照均勻,膠輥芯子回轉靈活,膠輥偏心必須控制在
2.3 膠圈、上下銷狀態影響
膠圈及上、下銷組成的鉗口對所控制纖維的順利運行起著決定作用,若上銷變形或鐵質上銷鉗口面磨損、有毛刺,就易造成膠圈打頓,拉傷膠圈,尤其是一些上銷板簧質量不好,運行中途斷裂、失效;批與批之間板簧性能差異較大,造成膠圈起浮不穩,控制浮游纖維能力下降,牽伸不穩定,從而影響成紗條干均勻度。同時,如果拆裝上銷方法不當,用力不均勻,也易造成上銷扭曲變形,使條干惡化。
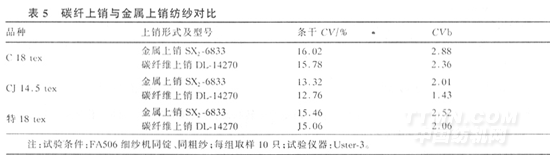
在實際生產中,我們對金屬上銷和碳纖上銷的使用情況進行了對比,發現碳纖維上銷相對金屬上銷而言,其剛度、韌性較好,抗變形能力強,具有優良的自張力功能,膠圈運轉穩定,成紗質量穩定;碳纖維上銷的成紗質量確實要優于金屬上銷,其質量對比情況見表5。
2.4 膠輥和上、下銷架及上、下膠圈清潔狀況影響
膠輥和上、下膠圈在運轉過程中,由于清潔工作刁;及時或其自身表面清潔度差,造成上、下膠圈卡花、膠輥繞花、上銷架曲弧面積花等,等會使須條在牽伸過程中纖維發生卷曲,或膠圈受飛花阻塞打頓、鉗口握持力不足,使纖維在前鉗口變速點不集中,從而造成成紗條干不勻;因此,必須在日常工作中強化管理,保持清潔。另外,目前應用較好的頂立DL14270型碳纖自潤滑上銷,其上曲面采用自潤滑材料制成,可以有效減少飛花的積聚,降低鉗口運行阻力,使膠圈運行更加平穩順暢,起到提高條干作用。
3 結束語
成紗條干不勻的影響因素很多,在日常工作中,各車間應高度重視,從源頭抓起,控制好各個生產環節的半制品質量,保持牽伸部件的良好運行狀態,才能達到提高成紗質量的目的。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


