調節式送經機構以控制經紗張力均勻為目標,根據織造過程中受各種因素綜合影響的經紗張力來調節經紗送出量。調節式送經機構又分為機械式和電子式兩類,從作用原理講,它們都是由經紗放送傳動部分和送經量自動調節部分組成。
(一)機械式調節送經機構
1.外側式送經機構
外側式送經機構常用于有梭織機。在有梭織機的技術改造中,出現了多種外側式送經機構,這些送經機構的共同特征是:通過兩個感應元件分別對經紗張力和織軸直徑的檢測進行送經量調節,從而經紗張力控制更加合理,織造過程中經紗張力更為均勻。同時,送經機構被移到織機外側,維修保養比較方便。典型的外側式送經機構如圖10-8所示。
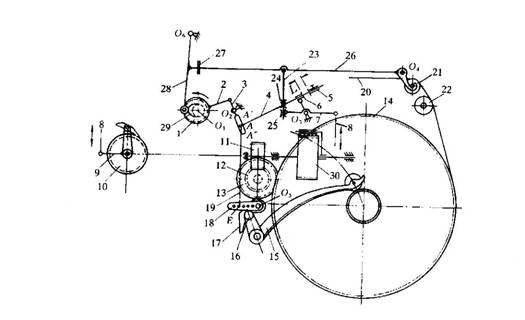
圖10-8? 典型的外側式送經機構
1-偏心盤? 2-外殼? 3-擺桿? 4-拉桿? 5-擋圈? 6-擋塊? 7-三臂桿? 8-小拉桿? 9-雙臂撐桿? 10-棘輪? 11-蝸桿? 12-蝸輪? 13-齒輪? 14-織軸邊盤齒輪? 15-轉臂? 16-轉子? 17-雙曲線凸輪板? 18-調節轉臂19-連桿? 20-經紗? 21-活動后粱? 22-固定后粱? 23-調節桿? 24-擋圈? 25-擋塊? 26-扇形張力桿? 27-制動器? 28-制動桿? 29-開放凸輪
(1)經紗放送傳動部分?
在經紗20的張力作用下,織軸始終保持著放出經紗的趨勢,但蝸桿11和蝸輪12的自鎖作用阻止了織軸邊盤齒輪14帶動齒輪13轉動,阻止了經紗的自行放出,使經紗保持必需的上機張力。
安裝在織機主軸上的偏心盤1回轉時,帶動外殼2作往復運動,然后通過擺桿3拉動拉桿4,使拉桿上的擋圈5產生往復動程L。擋圈5向左移動時,在走完一段空程Lc之后才與擋塊6接觸,推動著擋塊共同移動了Lx動程(Lx=L-Lc),使三臂桿7的一條臂拉動小拉桿8上升。小拉桿的上升經雙臂撐桿9、棘爪、棘輪10驅動蝸桿11,對蝸輪12、齒

送經側軸3與織機主軸同步轉動,帶動固定在軸端上的主動摩擦盤9。當轉子桿11被鎖定于
4得到恢復,推動主、從動摩擦盤向左移動,一旦制動圈被機架擋住,則主、從動摩擦盤分離,在彈簧力作用下,從動摩擦盤通過摩擦環6緊靠在機架上,并立即停止轉動,放出經紗動作終止。由此可見,從動摩擦盤的轉動發生在主軸回轉一周的部分時間區域內,它的轉動角θ取決于轉子與主動摩擦盤凸輪面的接觸區段長度。轉子鎖定的位置越靠近主動摩擦盤,則接觸區段長度越長,轉動角θ越大,送經量也越多。
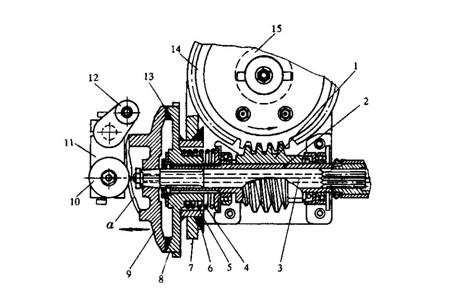
圖10-11? 摩擦離合器式送經機構
1-蝸桿? 2-軸管? 3-送經側軸? 4-彈簧? 5-制動圈? 6-摩擦環?
7-機架? 8-從動摩擦盤? 9-主動摩擦盤? 10-轉子? 11-轉子桿?
12-連桿? 13-摩擦環? 14-蝸輪? 15-送經齒輪? a-主動摩擦盤凸輪面
(2)送經量計算?
摩擦離合器送經機構的每緯經紗送出量:????????? ?
![]() ?????????????????????????? (10-15)
?????????????????????????? (10-15)
式中:θ——主軸回轉一周過程中從動摩擦盤轉過角度(°);
Z1、Z2、Z3、Z4——蝸桿1、蝸輪14、送經齒輪15、織軸邊盤齒輪的齒數或頭數;
D——織軸直徑(mm)。
如將Z3=22、Z4=125代入公式(10-15),同時,蝸桿、蝸輪的傳動比![]() 選定為某一數值,則送經機構可以滿足織物所要求的最大每緯送經量L′jmax和最小每緯送經量L′jmin分
選定為某一數值,則送經機構可以滿足織物所要求的最大每緯送經量L′jmax和最小每緯送經量L′jmin分
從理論上講,θ的最小值可以為無窮小,θ的最大值能接近360°,并可據此計算送經機構的可織緯密范圍。但是,選用這些極限狀態會產生不良后果:θ過小,摩擦盤將嚴重磨損;θ過大,則第一次送經后摩擦盤尚未制停,第二次送經又要開始,容易造成送經不勻。因此,生產實際中θ的范圍一般為25°~329°,通常根據Z1和Z2四種不同的傳動比來選擇合理使用的緯密范圍。
(3)送經量自動調節部分
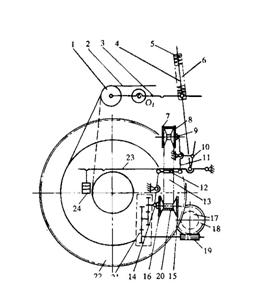
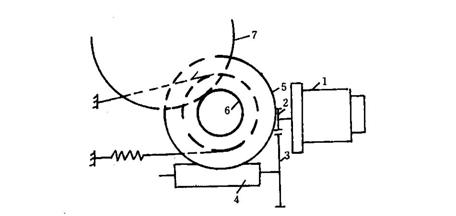
在圖10-12中,當經紗張力由于某種隨機原因而增大時,經紗迫使裝有后梁1的擺臂2繞擺軸4作逆時針轉動,通過擺桿3使連桿6上升。連桿6的一端與弧形桿7鉸接,弧形桿上有一圓弧槽,其圓弧中心向上偏離支持軸8的軸心,因此圓弧上端到支持軸軸心的距離大,圓弧下端到軸心的距離小。連桿6上升時,弧形桿7上的圓弧槽繞支持軸8作順時針轉動,支持軸和圓弧槽中滑塊10的距離增大。由于滑塊芯軸9固定不動,因此支持軸向左移動,通過連桿11,帶動轉子桿13、轉子14繞機架上的轉子桿軸12作逆時針方向轉動,使轉子與主動摩擦盤的凸輪面距離縮小,送經量增加。送經量的增加促使經紗張力逐漸回復到正常數值,后梁也回歸到正常的平衡位置。相反,當經紗張力因某種因素而減小時,機構動作相反,送經量減小,并逐漸回復到正常數值,后梁也回到正常位置。
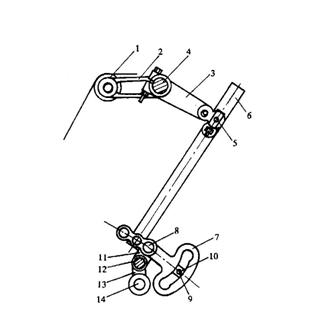
圖10-12? 經紗張力調節裝置
1-后梁? 2-擺臂? 3-擺桿? 4-擺軸? 5-螺釘? 6-連桿? 7-弧形桿? 8-支持軸
9-滑塊芯軸? 10-滑塊? 11-連桿? 12-轉子桿軸? 13-轉子桿? 14-轉子
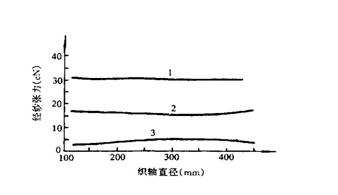
織軸送出經紗,其直徑不斷減小,在張力調節裝置尚未作出響應之前,經
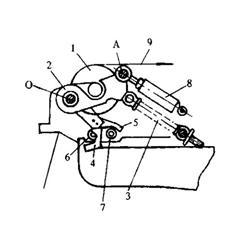
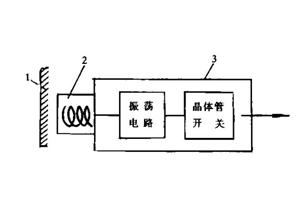
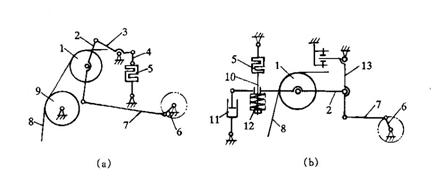
圖10-15? 應變片方式經紗張力采集系統
1-后梁? 2-后梁擺桿? 3-杠桿? 4-拉桿? 5-應變片傳感器? 6-曲軸
7-連桿? 8-經紗? 9-固定后梁? 10-彈簧桿? 11-阻尼器? 12-彈簧? 13-雙臂桿
2.信號處理和控制系統
(1)后梁位置檢測方式
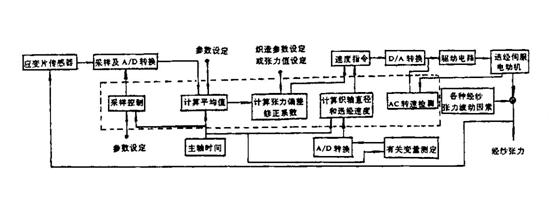
圖10-16表示了經紗張力采集、處理和控制原理。當經紗張力大于預定數值F0時,見圖10-17(a)中虛線所示,鐵片對接近開關的遮蓋程度達到使振蕩回路停振,于是開關電路輸出信號V1,見圖10-17(b)所示。F0的數值由調整張力彈簧剛度和接近開關安裝位置來設定。信號V1經積分電路、比較電路處理,如圖10-17(c)所示。當積分電壓V2高于設定電壓V0,則輸出信號(V2-V0)通過驅動電路使直流送經伺服電動機轉動,織軸放出經紗。輸出信號(V2-V0)越大,電動機轉速越高,經紗放出速度越快。當V2<V0時,電動機不轉動,織軸被鎖定,經紗不能放出。
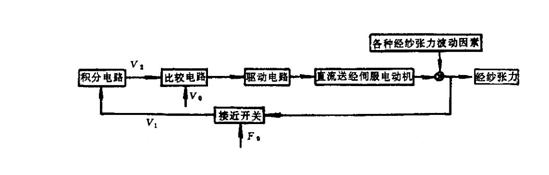
圖10-16? 電子送經機構的經紗張力控制原理
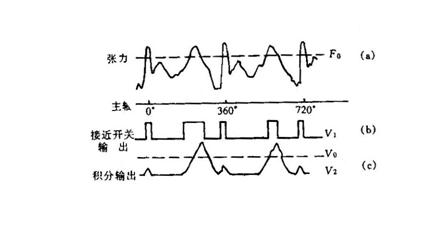
圖10-17? 信號處理過程
在上述這種方式中,經紗不是每緯都送出的,因此送經量調節的精確程度稍差些,較適宜于中、厚織物的織制。但是,它的電路結構比較簡單、可靠,有較強實用性。
(2)后梁受力檢測方式
后梁受力檢測方式的經紗張力信號處理與控制系統中采用了微電腦。該方式應用在不同電子式送經機構中,信號處理和控制的方法各有特點,所使用的織軸驅動伺服電動機也有交流和直流之分,因此,經紗張力信號的處理
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


