2.3.5電解電流
由試驗確定適宜的電解電流。配制2000mL、200mg/kg直接大紅染料溶液試樣4組,分別加入食鹽3g,調整pH=9,加入聚丙烯酰胺助凝劑0.025g,攪拌轉速80r/min,調整各組試驗的電解電流,電解5min后,測定不同試樣的脫色率,結果見表。

由表1可見,隨著電流的增加,脫色率增大,為使脫色率超過90%,電解電流應選定為2A。
2.3.6陽極板的鈍化及消除
陽極板在電流作用下被溶解生成二價鐵離子,同時也存在著陽極板被電化學氧化(鈍化)的過程。此時陽極表面會生成高價鐵氧化膜,阻止鐵的溶解,使廢水脫色所需時間延長,電耗增加。
消除鈍化的方法有機械法,即用鐵刷子除膜,但勞動強度大。目前大多采用低電流電壓及極板交換接點法。電極接電互換后,在電解時,由于陰極板上(已鈍化的陽極)的H+還原成氫氣,在氫氣逸出過程中,將鈍化膜撕成塊狀而脫落。
2.4印染廢水的試驗結果
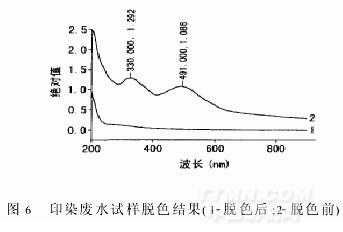
由于印染廢水(取自長春華宇染整廠)組分復雜,一般至少由三種以上染料混合而成。廢水試樣脫色試驗的方法、所用設備與藥劑與前模擬試驗相同。由于廢水中的雜質是電解質,在電場作用下產生電解,所以脫色率更高,脫色速度更快。選用前述試驗的最佳參數,電解5min后,用Cary500UV VIS NIR分光光度計VARI AN進行檢測(如圖6所示),試樣的脫色率達99%以上。
3結論
3.1本法用于染料溶液導流電凝聚脫色,其脫色率均在96%以上(大多數在99%或以上)。用于處理某印染廠染色廢水,其脫色率也可達99%以上。本法處理水溶液的最佳pH值在7~9之間,因此處理后排放水達到國家允許的排放標準。
3.2本法裝置結構簡單、體積小,電耗也小,便于操作和實際應用。
3.3本法處理含雜質印染廢水,脫色速度更快。
3.4本試驗使用小型裝置,對工業大型設備尚需解決尺寸放大等問題。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


