片梭引緯
片梭織機的引緯方法是用片狀夾紗器將固定筒子上的緯紗引入梭口,這個片狀夾紗器稱為片梭。片梭引緯的專利首先是在1911年由美國人Poster申報,著手研制片梭織機是在1924年,從1942年起由瑞士蘇爾壽(SULZER)公司獨家研制,到1953年首批片梭織機正式投入生產使用,這使得片梭織機成為最早實用化的無梭織機。
片梭織機的種類有單片梭織機和多片梭織機之分,蘇爾壽片梭織機屬于多片梭織機,這種片梭織機在織造過程中,有若干把片梭輪流引緯,僅在織機的一側設有投梭機構和供緯裝置,故屬于單向引緯。進行引緯的片梭在投梭側夾持緯紗后,由扭軸投梭機構投梭,片梭高速通過分布于筘座上的導梭片所組成的通道,將緯紗引入梭口,片梭在對側被制梭裝置制停,釋放掉緯紗紗端,然后移動到梭口外的空片梭輸送鏈上,返回到投梭側,再等待進入投梭位置,以進行下一輪引緯。單片梭引緯由于只用一把片梭,需兩側供緯和投梭,加之片梭引緯后的調頭也限制織機的速度提高,故單片梭織機不夠理想,其數量也很少。本節只介紹蘇爾壽片梭織機。
一、片梭
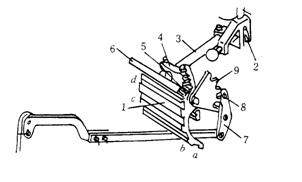
如圖8-7所示,片梭由梭殼1和梭夾2經鉚釘3鉚合而成。鉗口5起夾持緯紗的作用,
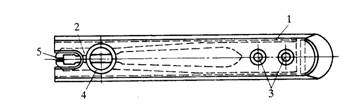
圖8-7? 片梭
1-梭殼? 2-梭夾? 3-鉚釘? 4-圓孔? 5-鉗口
張鉗器插入圓孔4時,鉗口張開,緯紗落入鉗口,張鉗器拔出后,鉗口夾緊緯紗。織造生產中,應根據所加工緯紗的纖維材料和細度合理選擇片梭的型號,不同型號片梭的鉗口形狀和鉗口夾持力是不同的,夾持力變化范圍為600~2500cN,鉗口之間的夾持力應確保夾持住緯紗。片梭表面應當光滑、耐磨,整個片梭的結構應符合嚴格的軸對稱,過大的誤差會引起梭夾鉗口張開及夾緯的故障。
在織造過程中,每引入一根緯紗,梭夾鉗口需打開兩次,第一次打開是在投梭側,讓遞緯器將緯紗紗端置于鉗口之中;第二次打開是在片梭飛越梭口

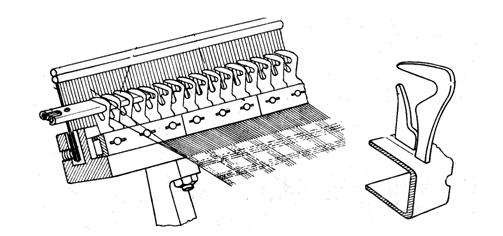
圖8-11? 導梭片及其組成的通道
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


