經停片、綜框、綜絲和鋼筘
一、經停片
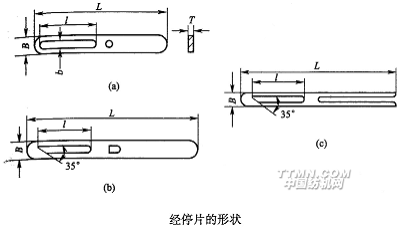
經停片是織機經停裝置的傳感元件,當經紗斷頭時,經停片下落,通過機械檢測機構或電氣檢測機構,發動織機迅速停車。經停片由鋼片制成,外形如下頁圖所示,圖中(a)為機械式經停裝置的經停片,(b)、(c)為電氣式經停裝置的經停片。
目前使用的經停片分開口式和閉口式兩種。圖中(a)、(b)是閉口式經停片,穿經時用穿綜鉤將經紗引過經停片中部的孔眼。圖中(c)為開口式經停片,直接在織機上插放,使用比較方便。長期大批量生產的織物品種一般用閉口式經停片。經常翻改品種,批量較小的織物采用開口式經停片。
經停片的尺寸、形狀和質量應根據纖維原料、紗線特數、織機型式和織機車速等因素而定。一般紗線特數大、車速快,選用較重的經停片。反之,則用較輕的經停片。毛織用經停片較重,絲織用的經停片較輕。
無梭織機經停片質量與紗線特數的關系如表4—1所示。
表4—1無梭織機經停片質量與紗線特數的關系
紗線特數 (tex) |
0—9 |
9—14 |
1420 |
20—25 |
25-32 |
32—58 |
58—96 |
96—136 |
136—176 |
176以上 |
經停片 質量(g) |
-1 |
1—1.5 |
1.5-2 |
2—2.5 |
2.5—3 |
3—4 |
4—6 |
6-10 |
10—14 |
14—17.5 |
每根經停桿上經停片的排列
![]()
式中:P——經停片排列密度,片/cm;
M——總經根數;
m——經停桿排數,通常為4排或6排;
B——綜框的上機寬度,cm。
經停片在經停桿上的最大允許密度與經停片厚度有關,而經停片的厚度又取決于經紗特數。無梭織機上,每根經停桿上經停片最大排列密度與經停片厚度的關系如表4—2所示。
表4-2經停片最大排列密度與經停片厚度的關系
經停片最大 排列密度(片/cm) |
23 |
20 |
14 |
10 |
7 |
4 |
3 |
2 |
經停片厚度(mm) |
0.15 |
0.2 |
0.3 |
0.4 |
0.5 |
0.65 |
0.8 |
1.0 |
棉織生產中,常采用厚度為0.2mm的經停片,每根經停桿上經停片最大排列密度與紗線特數的關系如表4—3所示。
表4-3經停片最大排列密度與紗線特數的關系
經停片最大排列密度(片/cm) |
8—10 |
12—13 |
13—14 |
14-16 |
紗線特數(tex) |
48以上 |
42-21 |
19—11.5 |
11以下 |
在毛織和絲織生產中,因采用不同厚度的經停片,則有不同的最大允許排列密度。
紗線穿入經停片的順序根據織物品種確定。一般品種采用順穿,即1、2、3、4,高特高密品種采用并列順穿,即1、1、2、2、3、3、4、4,也有的采用1、3、2、4飛穿
二、綜框和綜絲
綜框是織機開口機構的一個組成部分。經紗在綜框的帶動下按一定的沉浮規律形成梭口,以便與緯紗交織成所需的織物組織,常見的綜框有木綜框和金屬綜框。綜框有單列式和復列式兩種,單列式每頁綜框只懸掛一列綜絲,復列式則懸掛2—4列綜絲,用于高經密織物的加工。綜框高度是指上、下兩根金屬管的外側間距,它取決于綜絲長度。綜框寬度是指左、右綜橫頭外緣的間距,由織機的筘幅確定。
目前織機上一般使用金屬綜絲,金屬綜絲有鋼絲綜和鋼片綜兩種。鋼絲綜通常由兩根細鋼絲焊合而成,兩頭呈環形,稱為綜耳,中間有綜眼,綜眼平面與上、下綜耳平面成45。夾角,以利于經紗通過。鋼片綜用薄鋼片制成,與鋼絲綜不同的是鋼片綜比較耐用,綜眼形狀為四角圓滑過渡的長方形,因而對經紗的磨損大大減小。
有梭織機通常使用鋼絲綜,鋼絲綜的綜絲長度與梭口高度之間存在近似的正比關系,綜絲長度計算公式為:
![]()
式中:L——綜絲長度,mm;
B——后綜的梭口高度,mm;
e——綜眼高度,mm。
棉踏盤織機常用的綜絲長度有260mm、267mm和280mm;多臂機的綜絲長度為305mm;絲織、絹織的綜絲長度通常為330mm。
鋼絲綜的直徑粗細根據經紗的特數而定,細特紗用的綜絲直徑細,反之則粗。棉織生產中,鋼絲綜直徑與棉紗特數的關系如表4—4所示。
表4—4鋼線綜直徑與棉紗特數的關系
紗線特數(tex) |
14.5—7 |
19—14.5 |
36~19 |
鋼絲綜直徑(mm) |
0.35 |
0.40 |
0.45 |
鋼絲綜代號 |
SWG28 |
SWG27 |
SWC26 |
綜絲在綜絲桿上的排列密度計算式:
![]()
式中:P——綜絲排列密度,根/cm;
M——總經根數;
n——綜絲列數;
B——綜框上綜絲的上機寬度,cm,一般B=上機筘幅+2。
綜絲在綜絲桿上的排列密度不可超過最大的允許密度,否則會加劇綜絲對經紗的摩擦,增加經紗斷頭。棉織生產中,鋼絲綜的最大排列密度與棉紗特數的關系如表4—5所示。
表4—5鋼絲綜的最大排列密度與棉紗特數的關系
紗線特數(tex) |
36—19 |
19—14.5 |
14.5-7 |
鋼絲綜最大排列密度(根/cm) |
4—10 |
10—12 |
12~14 |
在織造高經密織物時,如果綜絲的排列密度超過允許值,應增加綜框頁數或綜框上的綜絲列數,如增加到兩列、三列、四列。
無梭織機一般使用鋼片綜。鋼片綜的長度、截面尺寸、最大排列密度的選擇原則與鋼絲綜相同。棉織生產中,瑞士Grob鋼片綜的選擇如表4—6所示。
表4—6瑞士Grob鋼片綜的選擇
片綜截面積 (mm2) |
綜眼尺寸 (mm) |
上、下兩耳環頂端間距離 (mm) |
適用紗 線線密度 (tex) |
最大排列密度 (根/cm) |
||||||
直式 |
復式 |
|||||||||
1.8×O.25 |
5×1.0 |
260 |
280 |
300 |
330 |
|
|
14.5 |
16 |
24 |
2×O.30 |
5.5×1.2 |
|
280 |
300 |
330 |
|
|
29 |
12 |
20 |
2.3×O.35 |
6×1.5 |
|
280 |
300 |
330 |
380 |
420 |
58 |
10 |
17 |
2.6×O.40 |
6.5×1.8 |
|
280 |
300 |
330 |
380 |
|
72 |
9 |
14 |
三、鋼筘
織物形成過程中,緯紗在鋼筘的推動下與經紗緊密交織,經紗的密度和分布均勻程度由鋼筘決定。有梭織機上,鋼筘還作為梭子飛行的依托,對梭子飛行穩定性產生很大的影響。噴氣織機普遍采用風道軺,由筘片構成的凹槽作為引緯氣流和緯紗飛行的通道。
鋼筘由筘片編扎而成,根據制作方法不同,可分為膠合筘和焊接筘兩種。焊接筘比較堅牢,因此無梭織機上通常使用焊接筘。鋼筘從外形上看,可分為普通筘和異形筘。普通筘使用廣泛,而異形筘僅在噴氣織機上使用。
鋼筘的筘齒密度以筘號表示。公制筘號是指1Ocm長度鋼筘內的筘齒數,英制筘號是指每5.1cm(2英寸)長度內的筘齒數。公制筘號計算式:
![]()
式中:N——公制筘號;
Pj——經紗密度,根/10cm;
aw——緯紗縮率,%;
b——每筘齒中穿人的經紗根數。
每筘齒中穿入經紗數影響織物的布面外觀和經紗斷頭率。每筘齒中穿入經紗根數少,織物外觀均勻,但筘齒密度增加,經紗斷頭率增大,所以,每筘穿入數應根據織物組織結構和織造條件而定。一般密度的平紋織物每筘中穿人2根經紗,高經密平紋織物每筘穿入4根繹紗。三枚斜紋每筘中穿入3根經紗,四枚斜紋每筘中穿入4根經紗。五枚經面緞紋每筘中穿人3根或4根經紗,五枚緯面緞紋每筘中穿入2根或3根經紗。
鋼筘的內側高度由梭口高度決定,必須比經紗在筘齒處的開口高度大,筘的全高有115mm、120mm、125mm、130mm和140mm五種。棉織常用115mm高的鋼筘,雙踏盤開口采用120mm高的鋼筘。在棉織生產中,普通鋼筘的筘片寬度采用2.5mm和2.7mm兩種,筘片的厚度隨筘號而異,常用的筘片厚度如表4—7所示。
表4—7筘片厚度與筘號對照表
公制筘號 |
110 |
118 |
126 |
134 |
141.5 |
149.5 |
157.5 |
165 |
173 |
181 |
筘片厚度(mm) |
0.43 |
0.4 |
0.38 |
0.36 |
0.34 |
0.32 |
0.30 |
0.28 |
0.27 |
0.26 |
四、穿經質量控制
(一)穿經疵品
常見的穿經疵品有以下幾種。
1.穿錯經紗未按工藝規定穿人綜、筘和經停片,使織造所得的織物不符合設計要求。經紗穿漏或多穿,同樣也屬于穿錯,是必須避免的。
2.穿絞因穿經造成經紗絞亂,在織造時將導致經紗斷頭,使開口不清,此外,在絞亂處的經紗張力異常會影響織物外觀。
3.綜、筘、經停片用錯其后果輕則織造時斷頭多或斷頭不停車,重則織機
穿經疵品主要是由于工人操作不良造成的,生產過程中,必須加強操作管理。
(二)穿經質量指標
穿經質量指標用穿經好軸率表示。
![]()
抽驗項目一般包括:穿錯、穿絞、綜絲不良、錯筘號、多頭少頭、油污等。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


