引緯機構及診斷系統必要條件
一、引緯機構和緯絲飛行
噴水織機是依靠水噴射使緯絲飛行的。這個時候必須賦予緯絲以正確同步,且充分的飛行力,然而,現在在噴水織機的停臺原因中,緯絲飛行不良卻占了6O以上。在噴水織機引緯機構中,噴射泵凸輪的運轉,牽引柱塞運動。因此在噴射泵吸入水的同時,泵彈簧被壓縮。當泵凸輪到達最大動程后的一瞬間,柱塞打開,依靠被壓縮彈簧自身的回復力,將水從噴射泵中擠壓出來。被擠壓出來的水經過導水管,從噴咀噴射出來。水噴射之后夾緯器開啟,使貯存的緯絲隨噴射水流飛行。
所以當上述引緯機構發生緯絲飛行不良時,可參照表l所示引緯機構調整條件,和引緯條件之間的關系來進行分析推斷。即空停車和噴咀頭部失靈,是因水壓和水量等引緯條件發生了錯綜復雜的變化I起的=.進而可認為,引緯條件的變化,是因噴射泵和噴咀等I緯機構的故障引起的。
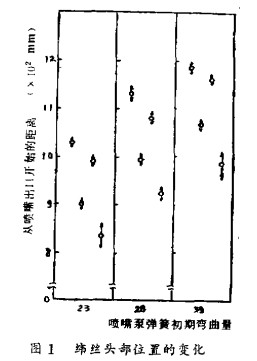
圖1所示在雙噴踞兩緯換噴的織機上(幅~150cm,車速42O轉/分),噴射泵彈簧的初彎曲量在三個階段里變化的情況下,從噴咀里噴射出的水速為34.8米/紗時,測出的緯絲頭部位置的結果。圖中縱座標表示離開噴咀頭部的距離。在各個初期彎曲量中,4個“0符號,從左開始分別按l號噴咀一緯換噴、l號噴咀兩緯換噴、2號噴咀一緯換噴、2號噴咀兩緯換噴的順序來表示15次引緯緯絲頭部位置的平均值。箭頭的長度表示其標準偏差±d的大小。在圖中應引起注意的是,不同的噴咀,不同的換噴組合,其緯絲頭部位置和標準偏差是有變化的。這就表明了引緯機構的運動狀態是經常在發生變化的。
實際上在織造廠里是根據所用原料絲的種類,噴水織機的筘:和車速等,來對f緯機構18一作相應的調整的。然而如果不充分弄清上述三者之間的定量的因果關系,那末要想把噴水織機的緯絲飛行調整到最佳狀態,就得花費很長的時間了。
二、診斷系統必要條件

診斷系統的必要條
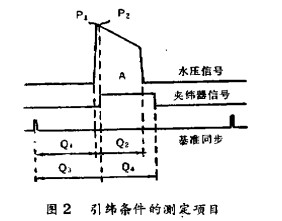
圖2所示的水壓信號和央緯器信號,是以曲軸每回轉一度來讀取的。而每一次引緯可測定以下7個項目:
P:峰值壓力(水壓的極大值)
P:=夾緯器開啟壓力(夾緯器開啟瞬間的水壓)
A=運動量(水壓對曲軸角度積分后用回轉數相除得出的值)
Q=水噴射開始角(水壓波形上升瞬間的曲軸角度)
Q=水噴射角度(水壓波形由上升到下降為止的曲軸的角度)
Q=夾緯器開啟開始角度(夾緯器開啟瞬間曲軸角度)
Q:夾緯器開啟角度(夾緯器由開啟到閉合為止的曲軸角度)把能測定的引緯次數增大到最大次數2000次,然后將收集到的數據加以統計處理,分析它們的平均值、最大值、最小值、標準偏差,藍配以直方圖,即能評價圖1那樣的引緯機構不穩定程度。為了對正常運轉和即將停臺前的狀態進行比較,對噴水織機連續不斷地進行測定,直到它停下來為止·停下來以后,診斷系統應能分析從停臺的時點開始倒數2000次引緯狀態。
系統不僅應適用于單噴咀織機,也應適用于雙噴咀織機。另外,還可在雙噴咀織機上做不同噴咀.不同換噴組合的分析。
 相關信息
相關信息 






 推薦企業 推薦企業
推薦企業 推薦企業 推薦企業
推薦企業


 您所在的位置:
您所在的位置:


